
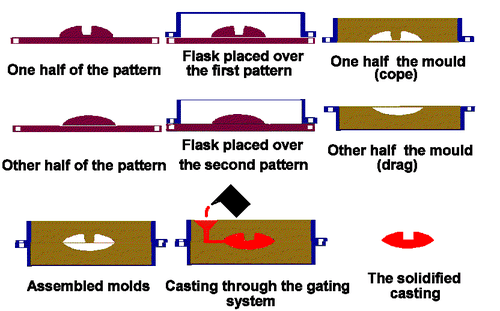
Sand casting refers to the casting method of producing castings in a sand mold. Steel, iron, and most non-ferrous alloy castings can be obtained by sand casting. Because the molding material used in sand casting is cheap and easy to get and the casting mold manufacturing is simple, it can adapt to the single-piece production, batch production, and mass production of castings. It has been the basic technology in casting parts for a long time.
What is sand casting used for?
Hand molding is suitable for single-piece, small-batch, and large castings with complex shapes that are difficult to use in a molding machine. Machine modeling is befitting for mass production of medium and small castings.
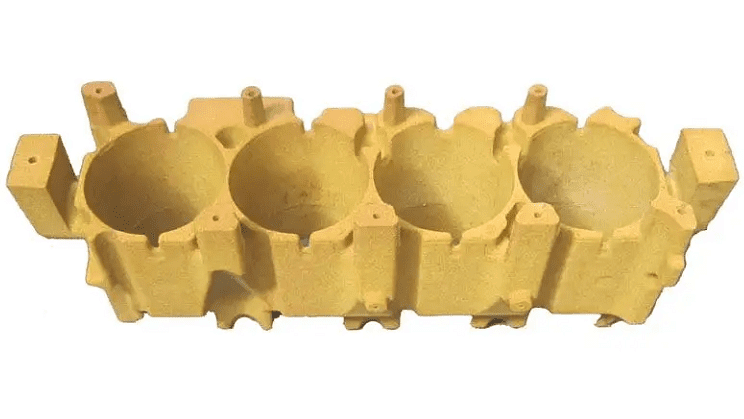
What is the type of sand core?
To ensure the quality of castings, the cores used in sand casting are generally dry. According to the different binders used in the molding, the core is divided into clay sand core, oil sand core, and resin sand core.
Clay sand core
A simple core made of clay sand.
oil sand core
The core is made of core sand with dry oil or semi-dry oil, so the binder is used widely. The viscosity of an oil is low, and the mixed core sand has good fluidity, so it is easy to be compacted during core making. However, the strength of the newly made core is very low. Generally, it is carried by a profiled core board, and then baked in an oven at 200-300 ° C for several hours, and the oil is oxidized and hardened by air. The disadvantage of this core-making method is that the core is deformed during the demolding, handling, and braking, resulting in reduced dimensional accuracy of the casting. Also, have the disadvantage of long baking time and high energy consumption.
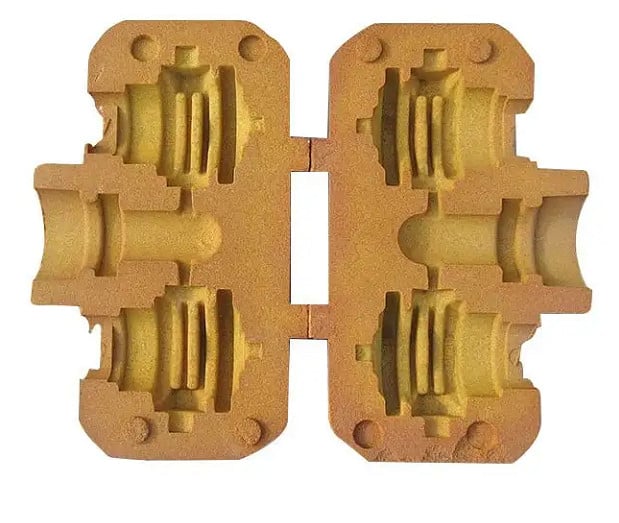
The resin sand core
Various cores are made of resin sand. The core is hardened in the core box and then taken out to ensure the tolerance of the shape and size of the core. According to different hardening methods, the manufacture of resin sand cores is generally divided into three methods: hot core box core making, shell core making, and cold-core box core making.
- Core making by hot core box method: When making cores, keep the core box at 200-300 °C. After the core sand is injected into the core box, ammonium chloride reacts with free formaldehyde in the resin at a higher temperature to generate acid, thereby Making the core harden quickly. It takes about 10 to 100 seconds to build demold strength. The core is made by the hot core box method, and the dimensional accuracy of the core is relatively high.
- The shell core is made by the hot method of overmolded sand, which has high strength and good quality.
- Cold box method core making: When using this method to make cores, the core box is not heated, and amine steam is blown into it for a few seconds to harden the core. This method is superior to the hotbox method in terms of energy, environment, and production efficiency.
The resin sand core
What is advantages and disadvantages of sand casting?
Advantage
1. Compared with other casting methods, sand casting has the advantage of low mold cost, simple production process, and short production cycle.
2. Because the molding materials used in sand casting are cheap and easy to obtain, and the casting mold is simple to manufacture, it is suitable for single-piece production, batch production, and mass production of castings.
Disadvantages
Because of the low production efficiency, high production cost, the large surface roughness, it is easy to produce subcutaneous pinholes, pores, sticky sand, and sand inclusion. Also, the operational requirements of workers are high, and the product stability is poor.
What materials are suitable for sand casting?
ALSi7Mg, ALSi10Mg, ALSi12, and other AL-Si series, AL-Mg, AL-Cu series materials are suitable for sand casting.